Chemical Industry Processing
Safety and performance are high priorities in chemical applications, and your setup should be equipped to swap materials without cross-contamination. Browse rotary valves that support sanitary and corrosion-free processing.

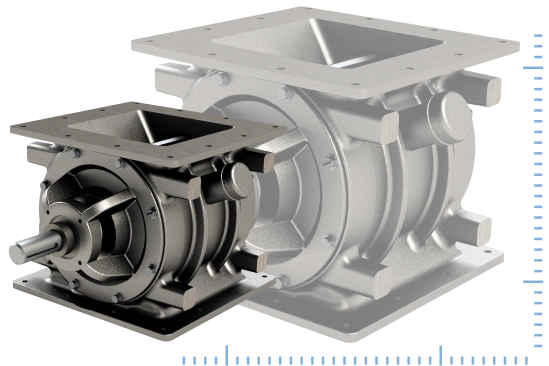
Rotary airlock valves for chemical applications
To process chemicals efficiently, you need high-performance valves with strong corrosion resistance, sanitary features, and NFPA compliance. Find them here.

MD Series

CI Series

DR-S Series

XTR-CI Series





Need help choosing the right valve?
That’s what we’re here for. Get in touch with your local ACS Valves representative to find out which valve is the best match for your chemical processing challenges.
In-house design services
Get design helpView rotary valve technical drawings
See drawingsValve options for chemical processing
Prevent corrosion, abrasion, and contamination with rotary airlock valve options and accessories designed for the chemical industry.





Common bulk materials
Our customers in the chemical industry typically convey ingredients like these (and plenty of others too).
- Fly ash
- Carbon black
- Zinc oxide
- Soda ash
- Pigments
- Detergent powders
Valve resources for the chemical industry
Browse blogs to find helpful tips and learn how rotary airlocks are configured to handle chemical processing challenges.

How blow-through valves keep sticky materials flowing
Read about the blow-through rotary airlock valves that improve flow for hard-to-convey materials like fine powders.

How to: Clean a Quick-Clean Rotary Valve
Quick-Clean rotary valves are designed for fast, tool-less cleanup — just follow these steps to get it done

Stand up to corrosion with the XTR Series valve
The XTR Series rotary airlock valve comes fully armored with a corrosion-resistant, food-grade coating

Layer up: An overview of coating types for rotary valves
The coating on your rotary airlock valve affects factors like material capacity, lifespan and overall performance
Watch videos to see rotary airlock valves in action and find useful information for chemical ingredient processing.
Why is rotor maintenance so important?

Steps to Clean Your Quick-Clean Rotary Valve

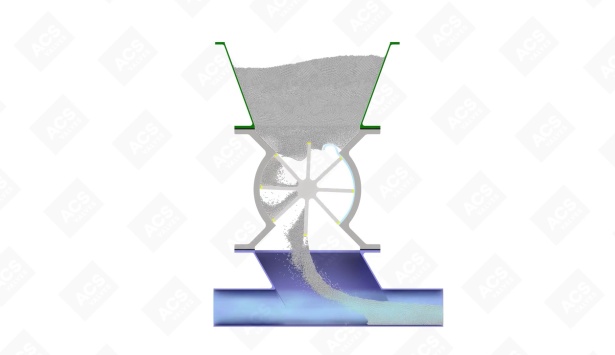
A 3D view of material flow in an MD Series rotary airlock valve

Will it clean?
Find downloads of rotary valve technical specs and learn more about the options available for chemical processing.
-
This link opens in a new tab
![ACS NFPA Pocket Guide]() ACS NFPA Pocket Guide
ACS NFPA Pocket GuideTips for NFPA compliance in your rotary valve and process
Download -
This link opens in a new tab
![ACS Conveying System Safety Guidelines]() ACS Conveying System Safety Guidelines
ACS Conveying System Safety GuidelinesDownload our blueprint on plant safety and print some off to keep your workers informed!
Download -
This link opens in a new tab
 ACST4 Shaft Seals
ACST4 Shaft SealsUsed on both ends of the rotor shaft for a tight seal. The option of air purge connections for severe conditions are available on either shaft seal, they help keep the material from building up around the shaft seals.
Download -
This link opens in a new tab
 Rotary Valve Accessories
Rotary Valve AccessoriesGet a bird's eye view of the rotary airlock valve accessories we offer for added safety, efficiency and longevity.
Download


Chemical industry FAQs
You asked, we answered these common questions related to the chemical processing industry and rotary valves.
See all FAQs-
A.
To ensure the best possible lifecycle, safety, and performance in chemical processing environments, rotary valves should be inspected and maintained regularly. Keep spare parts on the shelf to minimize downtime, particularly rotors, shaft seals, and bearings. These are all essential in preventing leakage and ensuring reliable flow of chemical ingredients.
Relevant for: Technical Support, Reliability -
A.
Leakage can happen when rotary valve parts wear down, particularly with abrasive or corrosive chemicals. The most important parts to check and maintain regularly are rotors, shaft seals, and bearings. Anti-corrosive coatings such as XTR-Coat can prevent rotor-to-housing tolerances from wearing down too quickly, which is a key aspect of preventing leakage. Four-lobed shaft seals last longer and have a more reliable seal. Finally, outboard bearings have a longer service life and lower risk of failure.
Relevant for: Difficult Products, Safety -
A.
A rotary valve’s housing is typically made from cast iron or various grades of stainless-steel, but when you process highly abrasive chemicals, internal coatings can add a much-needed layer of protection that extends the valve’s lifespan. XTR-Coat is an excellent choice for its strong resistance to corrosion and abrasion, as well as its non-stick surface. For even more abrasive materials like silica sand, a tungsten coating offers the best durability.
Relevant for: Difficult Products, Durability
Configure your valve for chemical applications
Our experts can optimize your rotary valve to deliver the best corrosion resistance, efficiency, and lifespan for your chemical application. Complete the form to get started.